

Tube & Pipe Bending
There are many different methods of tube and pipe manipulation and at Barnshaws we perform most of them. As the world's largest metal bending company, we have an outstanding long term record of achievements in various sectors like construction, oil and gas, offshore, mining, transport and many others.





Key Features
THREE ROLLER BENDING
- Cold bend tubes and pipes ranging from 6mm to 660mm in diameter, with tooling available for all universal sizes in between.
- Specially machined rolls are used to support the tube during the rolling process to maintain its shape.
- This method of tube and pipe bending is the most cost-effective option available.
INCREMENT BENDING
- Tubes and pipes with diameters up to 1524mm (60 inches) and wall thicknesses up to 100mm.
- Ability to cold bend thick-walled tubes, (e.g. 1300mm outside diameter tube with a 70mm wall thickness, bent to a 50m radius)
- Our bending machines have the capacity to bend sections with modulus up to 120,000 cm3, enabling the use of optimal design for various structural applications.
- Ideal for projects requiring long spans, such as bridges, stadia, or airport terminals, offering a cost- effective alternative to traditional fabrication methods.
MANDREL BENDING
- Mandrel bending can be performed on tubes up to 115 mm in diameter.
- This bending method is commonly used for tighter radii in tubing, typically around 3 times the outer diameter (3D).
- The bending process controls the flow of material to maintain the tube's shape as it forms the arc of the bend.
- A mandrel is generally required when the tube wall factor exceeds 20 to prevent buckling or collapsing during bending.
Mandrel Bending
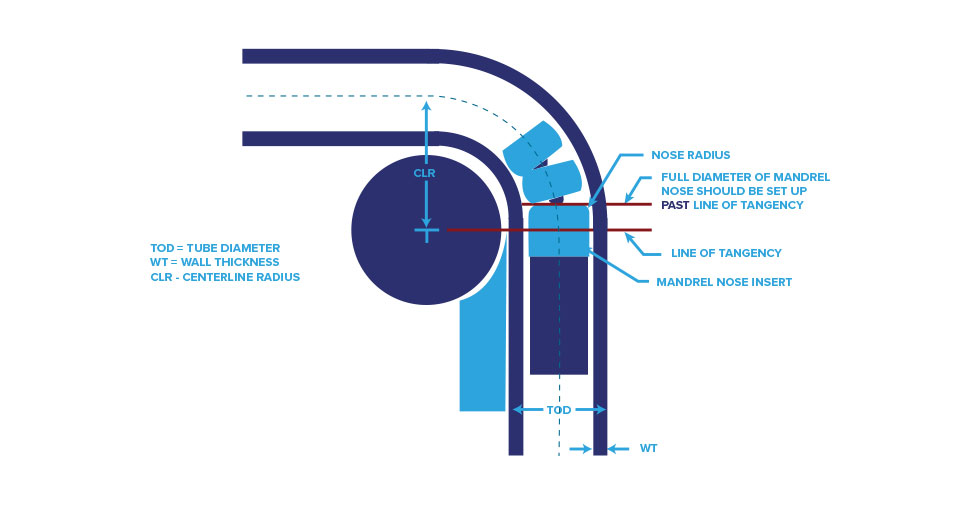
This form of bending generally is used for tighter radii in tube (typically 3D ie; the radius is 3 times the o/dia of the tube). It controls the flow of plasticizing material at the point of bend in order to maintain the shape of tube as it sets into the arc of the bend. If the tube wall is thick enough relative to the overall size of the tube or if the specifications are not too severe (e.g., shallow depth of bend or a large "D" bend radius), then a mandrel may not be necessary, because the force of the bend is not sufficient to buckle or collapse the tube wall at the point of bend. However, if the wall factor of a tube exceeds 20, a mandrel is needed in most instances. Barnshaws can mandrel bend tube up to 76mm diameter.
The key to effective use of the mandrel is to set its nose so that it supports as much of the point of bend as possible (see below). This ensures that the vertical cross-section of the arc of the tube bend, while it is in a plastic state, will take the shape of the nose as the tubing material is drawn over it. This plastic region of the tube bend extends both behind and ahead of the line of the tangency, therefore, the mandrel nose must be set forward of the line of tangency into the arc of the tube bend in almost all cases.
The limiting factor of this forward placement is the point where the outboard line of the mandrel intersects with the tube wall of the outside radius; in other words, the point where the mandrel nose would literally stick out past the bend. The location of this point can be determined by formula developed from the Pythagorean theorem. Generally it is advisable to locate the nose (excluding the nose radius) about the two-thirds of the distance between this point and the line of tangency. This will allow for slight flattening of the tube's cross-section at the outside radius, which unavoidably occurs because of the tension of the draw, without intersecting the mandrel nose.
Three Roller Bending
This is the most cost effective method of tube and pipe bending and Barnshaws has the capacity to cold bend from 6mm diameter to 660 mm diameter, and with tooling for all universal sizes in between.
Specially machined rolls are used to ensure the tube is supported during the rolling process (see below).

Barnshaws have been innovative in this method of bending for more than 40 years and have developed processes for rolling tighter radii, especially in tubes and closed sections (SHS, RHS), to enable architects to create stunning structures (see above).
The above is 500*300*12.5 RHS curved to a 17.13 metre radius with minimal distortion to the cross section after bending.
By having the most modern machines and investing constantly in Research & Development, this enables Barnshaws to cold roll tighter radii in lighter sections than many other section benders. This helps with costs for the whole job and allows fantastic free flowing forms without perceived expensive costs.
Increment Bending
For tube sizes above 660 Diameter, Barnshaws have developed methods to bend large diameter and heavy wall tubes for various applications.
Tube and Pipe diameters of up to 1524mm o/dia can be curved and thicknesses up to 100mm can be accommodated.
Tube is one of the strongest sections to use structurally as all the bending axis is neutral and there is no “weak” axis.
Barnshaws large bender has the capacity to bend sections with a strength up to 84000cm3. This gives designers large scope to use optimum sections for their projects.
This tube was a 1300 o/dia *70mm thick curved to a 49.7 mtr radius. Each metre of tube weighed 2.2 tonnes to give you some scale of Barnshaws bending capacity. The machine not only has brute strength but design adaptations allow Barnshaws to bend large diameter tube with relatively thin wall to a consistent radii with very little tube ovality after bending.

This tube was 1500mm o/dia with a wall thickness of 30mm bent to a radius of 86mtr. Barnshaws achieved ovality of less than 1% using advanced technical methods
This capacity is particularly useful for bridge design as the finished picture of the curved 1500 diameter tube shows. Where long spans are required, such as stadia or airport terminals, this capacity could offer cost effective solutions compared to traditional fabrication methods.

Technical Information
Our Mission
At Barnshaws our mission statement of "Customer First" is not a hollow sound bite.
As the world’s most capable metal bending company, we back it up with unique experience and scale to deliver exactly what you need, precisely when you need it.
Our goal is to grow with you and develop a close, long term business relationship that delivers truly exceptional solutions every time we work together.

All Services


Downloads


Capacity Calc

Contact Us
-

Barnshaws Deliver Curve Appeal to Manchester Victoria Station
Case Study -

Barnshaws Curve Largest Tube
Case Study
Get A Quote

- West Midlands - Tividale
- Tel: 0121 557 8261
- sectionbending@barnshaws.com

- Manchester
- Tel: 0161 320 9696
- manchester@barnshaws.com
- Scotland - Hamilton
- Tel: 01698 421010
- scotland@barnshaws.com

- Poland - Siemianowice Śląskie
- Tel: +48 32 730 85 10
- polska@barnshaws.com